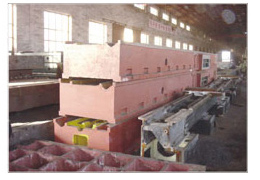


機(jī)床鑄件是大型鑄件的一種,,機(jī)床鑄件的規(guī)格不一,需要擁有多種鑄件技術(shù),。機(jī)床鑄件鑄造方法一般采用消失模鑄造工藝,,樹(shù)脂砂鑄造,實(shí)型鑄造,高牌號(hào)鑄造等,例如大型機(jī)床鑄件的床身,立柱,橫梁,滑臺(tái)等都是用這幾種鑄造工藝,。

1. 機(jī)床鑄件均采用樹(shù)脂砂,、消失模實(shí)型鑄造,單件達(dá)到40噸以上,,年生產(chǎn)量在8500噸,。
2. 材質(zhì)均為優(yōu)質(zhì)細(xì)膩的灰口鑄鐵HT200-HT300,精準(zhǔn)的配比,,更高的抗拉抗彎強(qiáng)度,,使您購(gòu)買(mǎi)無(wú)后顧之憂(yōu)。
3. 國(guó)際流行的熱處理工藝,,使鑄件的應(yīng)力變形減少到最小度,。長(zhǎng)久使用更趨于穩(wěn)定。
灰鑄鐵件標(biāo)準(zhǔn):GB9439—88
灰鑄鐵件的特點(diǎn):
(1)耐磨性與消震性好。由于鑄鐵中石墨有利于潤(rùn)滑及貯油,,所以耐磨性好,。同樣,由于石墨的存在,,灰口鑄鐵的消震性?xún)?yōu)于鋼,。
(2)工藝性能好。由于灰口鑄鐵含碳量高,,接近于共晶成分,故熔點(diǎn)比較低,,流動(dòng)性良好,,收縮率小,因此適宜于鑄造結(jié)構(gòu)復(fù)雜或薄壁鑄件,。另外,,由于石墨使切削加工時(shí)易于形成斷屑,所以灰口鑄鐵的可切削加工性?xún)?yōu)于鋼,。
硬度和抗拉強(qiáng)度之間的關(guān)系:灰鑄鐵的硬度和抗拉強(qiáng)度之間,,存在一定的對(duì)應(yīng)關(guān)系,其經(jīng)驗(yàn)關(guān)系式為:
a,、當(dāng)O≥196N/mm㎡時(shí)
HB=RH(飛00+0 4380b) (B1)
b,、當(dāng)0≥796N/mm㎡時(shí)
HB=RH (44+O 7240b) (B2)
式中相對(duì)硬度(RH)值主要由原材料、熔化工藝,、處理工藝及鑄件的冷卻速度所確定,。
利用樹(shù)脂砂型鑄造機(jī)床床身鑄件的優(yōu)點(diǎn)
樹(shù)脂砂型剛度好,澆注初期砂型強(qiáng)度高這就有條件利用鑄鐵凝固過(guò)程的石墨化膨脹,,有效地消除縮孔,、縮松缺陷,實(shí)現(xiàn)灰鑄鐵,、球墨鑄鐵件的少冒口,、無(wú)冒口鑄造。
機(jī)床床身鑄件等大型模具較之傳統(tǒng)砂型有很大優(yōu)勢(shì),,它不但省去了昂貴的木型費(fèi)用,,而且便于操作,縮短了生產(chǎn)周期,,提高了生產(chǎn)效率,,具有尺寸精度高,加工余量小,,表面質(zhì)量好等優(yōu)勢(shì),。