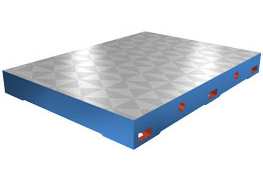


焊接平板,、焊接平臺(tái)
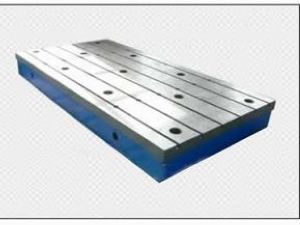
焊接平板、焊接平臺(tái)用途:用來(lái)進(jìn)行工件的焊接工藝,,和鉚焊平板不同,,上面沒(méi)有孔,工作面為平面或T型槽,。
焊接平板,、焊接平臺(tái)材質(zhì):高強(qiáng)度鑄鐵HT200-300工作面硬度為HB170-240,經(jīng)過(guò)兩次人工處理(人工退火600度-700度和自然時(shí)效2-3年)使用該產(chǎn)品 的精度穩(wěn)定,,耐磨性能好,。
焊接平板,、焊接平臺(tái)規(guī)格:100*100—3000*6000,(特殊規(guī)格根據(jù)需方圖紙制作,。)
焊接平板,、焊接平臺(tái)精度:按國(guó)家標(biāo)準(zhǔn)計(jì)量檢定規(guī)程執(zhí)行,分別為0,、1,、2、3四個(gè)等級(jí),。
焊接平板,、焊接平臺(tái)包裝:鐵板包裝和木制包裝兩種形式,平臺(tái)表表用塑料膜封裝,,這種包裝適于平板內(nèi)陸運(yùn)輸,,并有良好的防潮、防震,、防銹和防野蠻裝卸等保護(hù)平板的措施,以確保安全運(yùn)抵現(xiàn)場(chǎng),。
焊接平板、焊接平臺(tái)的運(yùn)輸:運(yùn)輸是保證平板不變形的一個(gè)重要環(huán)節(jié),,所以運(yùn)輸平板時(shí)要保證不超載,,不超速,不疲勞駕駛,, 不在天氣惡劣的情況下運(yùn)輸,。
焊接平板、焊接平臺(tái)使用注意事項(xiàng):鑄鐵平板在使用時(shí)要先進(jìn)行安裝調(diào)試,。然后,,把鑄鐵平板的工作面擦拭干凈,在確認(rèn)沒(méi)有問(wèn)題的情況下使用,,使用過(guò)程中,,要注意避免工件和鑄鐵平板的工作面有過(guò)激的碰撞,防止損壞鑄鐵平板的工作面,;鑄鐵平板的重量更不可以超過(guò)鑄鐵平板的額定載荷,,否則會(huì)造成工作質(zhì)量降低,還有可能損壞鑄鐵平板的結(jié)構(gòu),,甚至?xí)斐?strong>鑄鐵平板變形,,使之損壞,無(wú)法使用,。
鑄鐵平板在使用時(shí)要先進(jìn)行安裝調(diào)試,。然后,把鑄鐵平板的工作面擦拭干凈,,在確認(rèn)沒(méi)有問(wèn)題的情況下使用,,使用過(guò)程中,,要注意避免工件和鑄鐵平板的工作至?xí)斐?strong>鑄鐵平板變形,使之損壞,,無(wú)法使用,。
焊接平板、焊接平臺(tái)制造標(biāo)準(zhǔn):按JB/T7974-1999制造
焊接平板,、焊接平臺(tái)質(zhì)量檢測(cè):
1,、焊接平板、焊接平臺(tái)工作表面不應(yīng)有銹跡,、劃痕,、碰傷及其他影響使用的外觀缺陷。
2,、焊接平板,、焊接平臺(tái)工作表面不應(yīng)有砂孔、氣孔,、裂紋,、夾渣及縮松等鑄造缺陷。各種鑄造表面應(yīng)清除型砂,、且表面平整,,涂漆牢固。各棱邊應(yīng)修鈍,。在精度等級(jí)低于“00”級(jí)的平板工作面上,對(duì)于直徑小于15mm的砂孔允許用相同的材料堵塞,,其硬度應(yīng)低于周?chē)牧系挠捕?。在工作面上堵塞的部位?yīng)不多于四處,其相互之間的距離應(yīng)不小于80mm,。
3,、焊接平板、焊接平臺(tái)在平臺(tái)的相對(duì)兩個(gè)側(cè)面上,,應(yīng)設(shè)置有安裝手柄,、吊環(huán)等吊裝設(shè)施的螺紋孔或圓柱孔。設(shè)計(jì)吊裝位置時(shí)應(yīng)考慮盡量減少因吊裝而引起的變動(dòng),。
4,、焊接平板、焊接平臺(tái)根據(jù)用戶(hù)要求,,在鑄鐵平板工作面上設(shè)置螺紋孔或溝槽后,,這些部位不應(yīng)出現(xiàn)高于工作面的凸起現(xiàn)象。
5,、焊接平板,、焊接平臺(tái)應(yīng)采用優(yōu)質(zhì)細(xì)顆料的灰口鑄鐵或合金鑄鐵制造,。
6、焊接平板,、焊接平臺(tái)工作面的硬度應(yīng)為HB 170-220,。
7、焊接平板,、焊接平臺(tái)工作面應(yīng)采用刮削工藝,,對(duì)于“3”級(jí)鑄鐵平板工作面也可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術(shù)平均偏差Ra值應(yīng)不大于5um
8,、焊接平板,、焊接平臺(tái)應(yīng)經(jīng)過(guò)穩(wěn)定性處理和去磁。
焊接平板(焊接平臺(tái))平 面 度:可分實(shí)驗(yàn)室級(jí)(Reference),、校驗(yàn)級(jí)(Master),、工 具室級(jí)(Working) 三級(jí)
焊接平板(焊接平臺(tái))平面研磨:平臺(tái)在很早的時(shí)候,人們利用三塊平臺(tái)相互匹配以產(chǎn)生真平平面。一個(gè)熟練而 又有耐心的 磨石師傅可以不藉助
焊接平板,、焊接平臺(tái)任何量測(cè)儀器,而僅利用三平臺(tái)相互匹配的 方式,做多次90度之旋轉(zhuǎn), 即可產(chǎn)生令人難以相信的真平程度,。
1.焊接平板、焊接平臺(tái)AA級(jí):其平面度(μm)= 1+1.6D2 (D為平臺(tái)對(duì)角線(xiàn)長(zhǎng)或直徑),用於高度精密 之測(cè)定之用, 常用於實(shí)驗(yàn)室,。
2. 焊接平板,、焊接平臺(tái)A級(jí):其平面度為AA級(jí)之兩倍誤差,常用於工具檢驗(yàn)室作精密量具之檢驗(yàn)之用。
3. 焊接平板,、焊接平臺(tái)B級(jí):其平面度為AA級(jí)之四倍誤差,常用於工具檢驗(yàn)室或在現(xiàn)場(chǎng)檢驗(yàn)量具或劃線(xiàn)之用,。